Uutiset
Kotiin / Uutiset / Teollisuusuutiset / Molemmissa käytetään samaa hehkutusprosessia: miksi kotimaassa tuotettujen kupariputkien sitkeys on 30 % pienempi ja miksi korkealaatuiset tilaukset riippuvat kokonaan tuontilaitteista?

"Jopa samalla kupariputki Hehkutusprosessissa kotimaisilla laitteillamme käsiteltyjen tuotteiden vetolujuus on jatkuvasti epäjohdonmukainen ja sitkeys on 30 % huonompi kuin tuontilaitteilla käsiteltyjen tuotteiden. Emme yksinkertaisesti voi ottaa vastaan huippuluokan puolijohteiden ja uusien energiaajoneuvojen tilauksia. Zhang, Jiangsun tarkkuuskupariputkiyrityksen tuotannonvalvoja, osoitti kaksi hehkutusuunia työpajassa korostaen alan kipukohtaa. Hehkutusprosessi, joka on ydinjälkikäsittelyvaihe kupariputketuotannossa, määrittää suoraan tärkeimmät suorituskykyominaisuudet, kuten sitkeyden, kovuuden ja lämmönjohtavuuden. Mikä näyttää yksinkertaiselta "lämmitys-jäähdytys" -toiminnolta, on itse asiassa avain huippuluokan kupariputkien massatuotantoon. Tällä hetkellä useimmat pienet ja keskisuuret kupariputkien valmistajat Kiinassa luottavat edelleen perinteisiin hehkutuslaitteisiin ja empiirisiin toimenpiteisiin, mikä johtaa riittämättömään tuotteen suorituskyvyn vakauteen. muutamat huippuvalmistajat ovat kuitenkin varmistaneet lujasti huippuluokan tilausmarkkinat hyödyntämällä tuotuja tarkkuushehkutuslaitteita ja digitaalista lämpötilansäätötekniikkaa. Samat kupariputkiraaka-aineet hehkutusprosessin hienovaraisten erojen vuoksi johtavat hyvin erilaiseen tuotteiden kilpailukykyyn. tämä" yksityiskohtainen prosessi ", jota useimmat yritykset eivät huomaa, on tulossa näkymätön este, joka estää Kiinan kupariputkiteollisuutta siirtymästä kohti huippuluokan markkinoita.
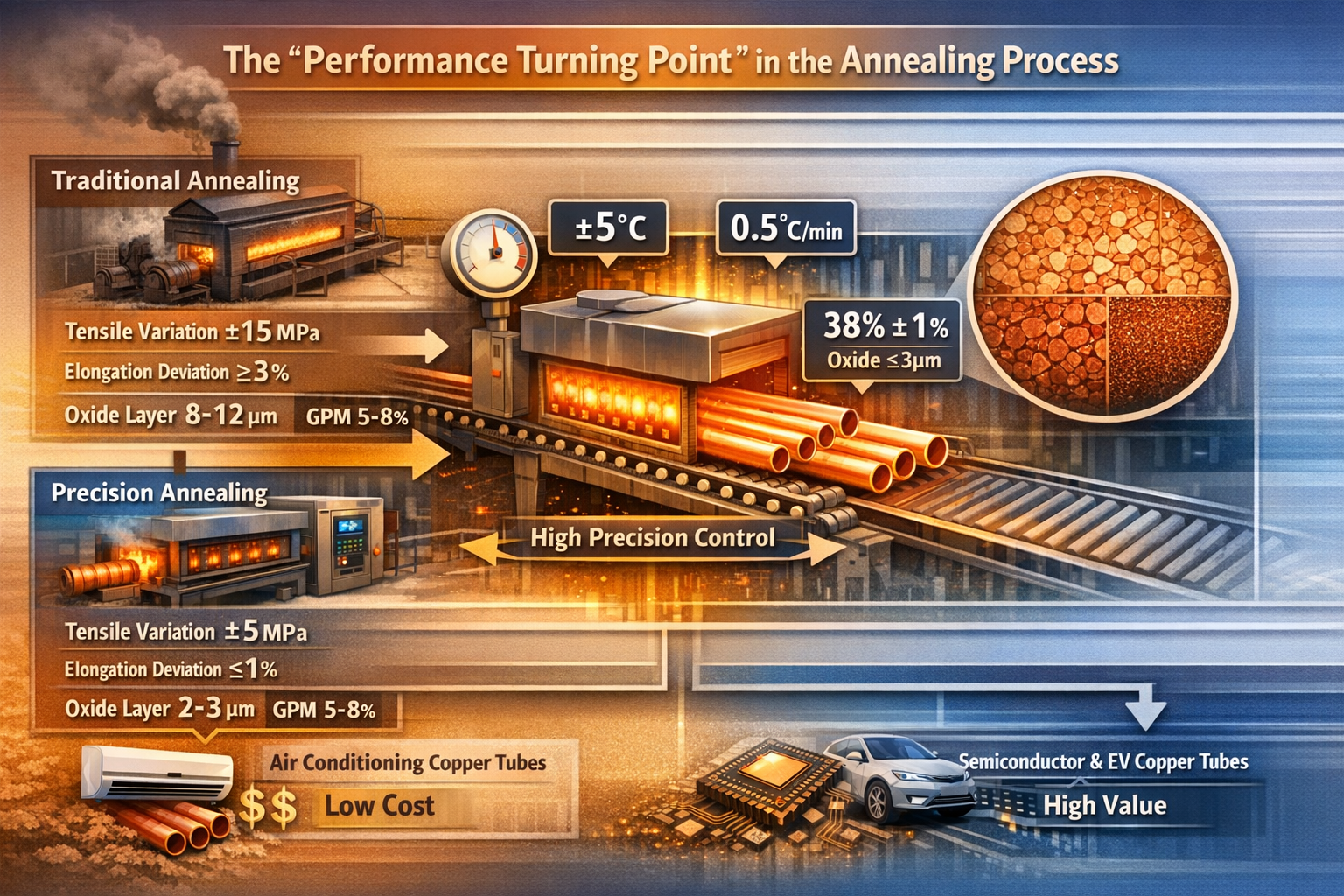
Hehkutusprosessin ydin on tarkasti ohjaavaa the lämmityslämpötila , pitoaika , ja jäähdytysnopeus poistamaan kupariputkien valssauksen ja vedon aikana syntyviä sisäisiä jännityksiä ja säätämään metallin mikrorakennetta, mikä optimoi tuotteen mekaanisia ominaisuuksia ja työstökykyä. Vaikka prosessilogiikka näyttää yksinkertaiselta, se vaatii erittäin suurta tarkkuutta parametrien ohjauksessa – yli ±5 ℃ lämpötilan poikkeama tai 0,5 ℃/min jäähdytysnopeuden vaihtelu voi johtaa merkittäviin eroihin kupariputkien suorituskyvyssä. Kiinan Nonferrous Metals Processing Industry Associationin testaustietojen mukaan perinteisillä hehkutusprosesseilla tuotettujen kupariputkien vetolujuus vaihtelee jopa ±15 MPa, venymäpoikkeama ylittää 3 % ja pintaoksidikerroksen paksuus vaihtelee yleensä 8-12 μm; kun taas tarkkuushehkutusprosesseilla tuotettujen kupariputkien vetolujuusvaihtelut ovat ±5 MPa:n rajoissa, venymäpoikkeamat ≤1 % ja pinnan oksidikerroksen paksuus on vain 2–3 μm, mikä täyttää täysin tiukat vaatimukset suorituskyvyn stabiilisuudesta huippuluokan sovelluksissa.
(Tämä kuva on tekoälyn luoma.)
Sovellusskenaarioiden näkökulmasta erot hehkutusprosessin yksityiskohdissa määräävät suoraan tuotteen markkinasegmentin. Perinteisillä ilmastointilaitteiden kupariputkilla on alhaisemmat vaatimukset hehkutuksen tarkkuudelle, ja perinteiset prosessit voivat vastata kysyntään; näiden tuotteiden bruttokate on vain 5–8 %. Kuitenkin erittäin hienot kupariputket puolijohteisiin ja ohutseinäiset kupariputket lämmönhallintaan uusissa energiaajoneuvoissa edellyttävät paitsi, että hehkutetut tuotteet täyttävät sitkeys- ja lämmönjohtavuusstjaardit, myös vaativat erittäin korkeaa suorituskyvyn tasaisuutta. Vain tarkkuushehkutusprosesseilla voidaan saavuttaa massatuotanto, ja näiden tuotteiden bruttokate voi olla 25–40 %. Puolijohdelaitteiden valmistajan hankintastjaardit osoittavat, että niiden yhteensopivien kupariputkien venymän hehkutuksen jälkeen on oltava stabiili 38 %±1 % ja oksidikerroksen paksuus ei saa ylittää 3 μm. Vain harvat kotimaiset yritykset, jotka käyttävät maahantuotuja hehkutuslaitteita, voivat täyttää tämän standardin, kun taas useimmat perinteisiin prosesseihin luottavat yritykset jäävät paitsi huippuluokan tilauksista.
Käytännön liiketoiminnan näkökulmasta hehkutusprosessien erot näkyvät myös tuotantokustannuksissa ja tehokkuudessa. Perinteisiä hehkutusuuneja käytetään usein hiili- tai öljylämmitys , jossa lämpötilan säätö perustuu ensisijaisesti manuaaliseen säätöön. Tämä ei ainoastaan johda korkeaan energiankulutukseen (noin 1200 kWh kupariputkea kohti), vaan johtaa myös epätasainen lämmitys and vakava hapettuminen . Myöhemmät happopeittaus- ja kiillotusprosessit ovat tarpeen, mikä lisää käsittelykustannuksia ja ympäristökuormitusta. Tarkkuushehkutusuunit toisaalta hyödyntävät sähkölämmitystä ja älykkäitä lämpötilansäätöjärjestelmiä, jotka mahdollistavat lämpötilan, pitoajan ja jäähdytysnopeuden tarkan digitaalisen ohjauksen. Energiankulutus kupariputken tonnia kohden on laskenut alle 600 kWh:iin ja oksidikerros on ohut, mikä eliminoi lisäkäsittelyn tarpeen. Vaikka alkuperäinen laiteinvestointi on suurempi, pitkän aikavälin kokonaiskustannukset ovat alhaisemmat ja tuotannon tehokkuus lisääntyy yli 30 %.
| Prosessin tyyppi | Perusvarusteet | Lämpötilan säädön tarkkuus | Tuotteen suorituskyvyn indikaattorit | Sovellettavat skenaariot | Kokonaiskustannukset (yuania/tonni) |
| Perinteinen hehkutusprosessi | Kotimaisesti valmistettu hiili-/öljylämmitteinen hehkutusuuni, manuaalisesti säädettävä lämpötila. | ±8-10℃ | Vetolujuus vaihtelee ±15 MPa, venymäpoikkeama on 3%-5%, ja oksidikerroksen paksuus on 8-12 μm. | Vakioilmastointikupariputket, rakennuskupariputket | 800-1000 |
| Tarkkuushehkutusprosessi | Tuotu sähkölämmityshehkutusuuni digitaalisella lämpötilansäätöjärjestelmällä. | ±1-3℃ | Vetolujuus vaihtelee ±5 MPa, venymäpoikkeama on ≤1 % ja oksidikerroksen paksuus on 2-3 μm. | Puolijohdekupariputki, kupariputki uusiin energia-ajoneuvoihin, kupariputki lääketieteellisiin laitteisiin | 500-600 |
Taulukko 1: Kahden hehkutusprosessin tärkeimpien parametrien ja sovellusten vertailu
Se, mikä näyttää olevan vain hienovarainen ero "lämpötilan säädön tarkkuudessa", heijastaa itse asiassa kykyjen eroa kolmella ydinalueella: laitetekniikka , toimintatavat , ja prosessin optimointi . Työpajoissa tehdyt perusteelliset tutkimukset paljastivat, että kotimaisten yritysten väliset erot hehkutusprosesseissa eivät johdu pelkästään laitteiden laadusta, vaan ennen kaikkea niiden kyvystä hallita ja optimoida prosessin yksityiskohtia. Nämä kolme keskeistä asiaa johtavat yhdessä tuotteiden suorituskyvyn vaihteluihin.
Tarkkuushehkutusuunien ydinteknologia on jo pitkään ollut saksalaisten ja japanilaisten yritysten monopolisoimana. Vaikka kotimaiset laitevalmistajat voivat valmistaa hehkutusuuneja, niissä on merkittäviä aukkoja lämmityksen tasaisuus , lämpötilan säätöjärjestelmän vakaus , ja jäähdytysnopeus adjustment accuracy . Tuoduissa tarkkuushehkutusuuneissa käytetään monivyöhykkeisiä riippumattomia lämmitysmoduuleja yhdistettynä infrapunalämpötilan mittaukseen ja AI-lämpötilansäätöalgoritmeihin, mikä mahdollistaa kupariputken eri osien lämpötilan reaaliaikaisen seurannan ja lämmitystehon tarkan säädön, jolloin lämpötilan säätötarkkuus on ±1 °C. Perinteisissä kotitalouksien hehkutusuuneissa sitä vastoin käytetään enimmäkseen yksivyöhykelämmitystä, jossa lämpötilamittauksessa käytetään ensisijaisesti termopareja, mikä kärsii mittausviiveestä ja suurista virheistä. Niiden lämpötilan säätötarkkuus voi olla vain ±8 °C tai korkeampi, mikä ei täytä huippuluokan tuotteiden vaatimuksia.
Vielä tärkeämpää on, että tuotujen laitteiden mukana tuleva digitaalinen järjestelmä mahdollistaa hehkutusprosessin parametrien tallennuksen, jäljitettävyyden ja optimoinnin. Se voi automaattisesti valita optimaalisen prosessisuunnitelman eri spesifikaatioiden ja materiaalien kupariputkille. Sitä vastoin useimmissa kotimaisissa laitteissa ei ole digitaalisia ominaisuuksia, ja prosessiparametrit riippuvat täysin ammattitaitoisten työntekijöiden kokemuksesta, mikä johtaa huonoon yhdenmukaisuuteen eri tuoteerien suorituskyvyssä. "Saman spesifikaation omaavien kupariputkien sitkeys hehkutuksen jälkeen vaihtelee käyttäjän mukaan. Emme yksinkertaisesti voineet ottaa riskiä korkealaatuisten tilausten massatuotannosta", sanoi insinööri Zhang. Hän lisäsi, että yritys oli yrittänyt käyttää kotimaisia laitteita tarkkuushehkutusprosessin hienosäätämiseen, mutta kolmen kuukauden jälkeen he eivät vieläkään kyenneet täyttämään asiakkaiden vaatimuksia. Lopulta he joutuivat käyttämään yli 8 miljoonaa yuania hehkutusuunin tuomiseen.
Hehkutusprosessin tarkka ohjaus perustuu standardoituihin toimintamenetelmiin , mutta useimmat pienet ja keskisuuret kupariputkien valmistajat Kiinassa luottavat edelleen kokemuspohjaiseen tuotantoon, koska järjestelmälliset toimintastandardit ja koulutusjärjestelmät puuttuvat. Esimerkiksi uunissa olevien kupariputkien tiheys ja sijoituskulma vaikuttavat lämmityksen tasaisuuteen, mutta useimmilta yrityksiltä puuttuu selkeät lastausstandardit, koska ne luottavat täysin työntekijöiden kokemukseen sijoittamisessa; pitoajan asettaminen perustuu työntekijöiden subjektiiviseen arvioon kupariputken paksuudesta ja materiaalista, eikä tarkkoihin laskelmiin ja mittauksiin, mikä johtaa epäjohdonmukaisiin lämpökäsittelytuloksiin samassa tuote-erässä.
Sen sijaan tarkkuusvalmistusprosesseja käyttävät yritykset ovat luoneet standardoidut toimintatavat koko prosessille. Uunissa olevien kupariputkien etäisyydestä ja kulmasta kuumennusnopeuteen, pitoaikaan ja jäähdytysaineen valintaan asti on olemassa selkeät parametristandardit, ja tiedot tallennetaan joka vaiheessa, mikä mahdollistaa täyden jäljitettävyyden. Samaan aikaan nämä yritykset tarjoavat ammatillista koulutusta käyttäjilleen, mikä edellyttää heiltä taitoja, kuten lämpötilan valvontaa, parametrien säätöä ja laitteiden huoltoa, sen sijaan, että he luottaisivat kokemukseen. Huippuluokan kupariputkiyrityksen koulutusmateriaalit osoittavat, että sen hehkutusprosessin käyttäjien on suoritettava kolmen kuukauden teoreettinen oppiminen ja käytännön arviointi sekä hallittava 12 ydinparametrin säätötekniikat, ennen kuin he voivat työskennellä itsenäisesti.
Hehkutusprosessi ei ole staattinen ; se vaatii jatkuvaa prosessiparametrien optimointia raaka-aineen koostumuksen muutoksiin perustuen, tuotteen tekniset tiedot, and loppupään kysyntään . Useimmilla kotimaisilla yrityksillä ei kuitenkaan ole datan keräämis- ja analysointikykyä tarkan prosessien iteroinnin saavuttamiseksi. Esimerkiksi kun raakakuparin puhtaudessa on hienoisia vaihteluita, yritykset eivät pysty säätämään hehkutuslämpötilaa ja pitoaikaa ajoissa, mikä johtaa poikkeamiin tuotteen suorituskyvyssä. Vastaavasti uudentyyppisissä ohutseinämäisissä kupariputkissa ja seostetuissa kupariputkissa ne voivat soveltaa vain sokeasti perinteisiä prosessiparametreja, mikä vaikeuttaa näiden tuotteiden erityisvaatimusten täyttämistä.
Tuotuja laitteita käyttävät yritykset hyödyntävät digitaalisia järjestelmiä kerätäkseen suuren määrän hehkutusprosessidataa. Analysoimalla eri parametriyhdistelmien vaikutusta tuotteen suorituskykyyn he rakentavat omaa prosessitietokantaa. Kun raaka-aineet tai tekniset tiedot muuttuvat, tietomalli voi nopeasti optimoida parametrit varmistaakseen tuotteen vakaan suorituskyvyn. Esimerkiksi Suzhoussa toimiva kuparipuolijohdeputkiyritys analysoi kymmeniä tuhansia hehkutustietosarjoja optimoimalla patentoidun prosessisuunnitelman erikokoisille erikokoisille kupariputkille, nostaen tuotteen läpäisyasteen 85 %:sta 98 %:iin ja pääsi menestyksekkäästi kansainväliseen puolijohdelaitteiden toimitusketjuun.
Vaikka hehkutusprosessin päivityksen yksityiskohdat eivät ehkä ole yhtä silmiinpistäviä kuin kapasiteetin laajentaminen tai teknologinen tutkimus ja kehitys, ne voivat suoraan parantaa tuotteiden kilpailukykyä ja olla yrityksille ratkaisevan tärkeitä huippuluokan markkinoiden haltuunotossa. Kotimaisten kupariputkien valmistajien ei tarvitse sokeasti periä maahantuotuja laitteita; Sen sijaan he voivat vähitellen saavuttaa tarkkuuden hehkutusprosessissa laitepäivitykset , standardoidut toiminnot , ja tietojen kerääminen , mikä murtaa näkymättömät esteet huippuluokan tilauksilta.
Yritykset voivat valita porrastetun laitepäivityssuunnitelman tuotteensa sijainnin perusteella välttäen sokeita investointeja. Pienissä ja keskisuurissa yrityksissä (pk-yritykset), jotka tuottavat pääasiassa tavanomaisia tuotteita ja joilla on rajoitettu pääoma, olemassa olevia kotitalouksien hehkutusuuneja voidaan muokata lisäämällä älykkäitä lämpötilanmittausmoduuleja ja automaattisia lämpötilansäätölaitteita, jotka parantavat lämpötilan säädön tarkkuutta ±5 ℃:seen, mikä vastaa keski- ja huippuluokan perinteisten tuotteiden tarpeita. Muutoskustannukset ovat vain 1/10 maahantuotujen laitteiden hinnasta. Huippumarkkinoille keskittyvät yritykset voivat ostaa erityisesti maahantuotuja tarkkuushehkutusuuneja yhdistettynä digitaalisiin järjestelmiin saavuttaakseen äärimmäisen tarkan hallinnan ja hajauttaakseen laitekustannuksia laajamittaisen tuotannon kautta.
Keskikokoisen kupariputkiyrityksen muutoskäytännöt Anhuin maakunnassa ovat erittäin opettavaisia. Yritys investoi 500 000 yuania varustaakseen olemassa olevat kotimaassa valmistetut hehkutusuunit infrapunalämpömittarilla ja PLC-lämpötilansäätöjärjestelmillä optimoiden lämmitysmoduulien asettelun. Tämä paransi lämpötilan säätelyn tarkkuutta ±10 ℃:sta ±4 ℃:een pitäen tuotteen venymän poikkeaman 2 %:ssa. Tämän ansiosta yritys pääsi menestyksekkäästi uusien energiaajoneuvojen toimitusketjujen markkinoille, nosti huippuluokan tuotteiden osuutta 15 %:sta 35 %:iin ja saavutti yli 200 %:n sijoitetun pääoman tuoton.
Yritysten tulisi luopua kokemukseen perustuvasta tuotannosta ja luoda standardoitu käyttöjärjestelmä hehkutusprosessille. Toisaalta niiden tulisi tunnistaa tärkeimmät valvontapisteet kussakin vaiheessa, mukaan lukien lastaus, lämmitys, pito ja jäähdytys, ja kehittää selkeät parametristandardit ja toimintamenettelyt standardoitujen toimintamenettelyjen (SOP) luomiseksi, mikä varmistaa jokaisen työntekijän johdonmukaisen toiminnan. Toisaalta työntekijöiden koulutusta tulisi vahvistaa yhdistämällä standardoitu toiminta prosessiperiaatteisiin, jotta työntekijät ymmärtävät tehtävien suorittamisen lisäksi myös taustalla olevat syyt, jolloin he voivat tehdä hienovaraisia parametrien säätöjä laitteiden toimintatilan ja raaka-aineiden vaihteluiden perusteella.
Samaan aikaan yritysten tulisi perustaa prosessien laadunvalvontajärjestelmä , suorittaa näytetestejä kupariputken suorituskyvystä ennen ja jälkeen hehkutuksen, tallentaa asiaankuuluvat tiedot, tunnistaa nopeasti toiminta- ja parametriongelmat ja optimoi jatkuvasti standardeja. Yksi yritys ottamalla käyttöön hehkutusprosessin SOP- ja tarkastusjärjestelmän paransi tuotteen suorituskyvyn johdonmukaisuutta 40 %, vähensi vikojen määrää 6 %:sta 1,2 %:iin ja alensi merkittävästi korjauskustannuksia.
Yritysten tulisi asettaa etusijalle prosessidatan kerääminen ja analysointi ja rakentaa asteittain tietopohjaisia prosessien optimointivalmiuksia. Yritykset, joilla on jo digitaaliset laitteet, järjestelmät voivat kerätä automaattisesti tietoja, kuten lämmityslämpötilan, pitoajan, jäähdytysnopeuden ja tuotteen suorituskyvyn prosessitietokannan muodostamiseksi. Perinteisiä laitteita käyttäville yrityksille tärkeimmät parametrit ja testitulokset voidaan tallentaa manuaalisesti tietoresurssien vähitellen keräämiseksi. Tietojen välisiä suhteita analysoimalla voidaan tunnistaa optimaalinen prosessiparametrien yhdistelmä ja kehittää räätälöityjä prosessiratkaisuja erilaisille tuotespesifikaatioille ja raaka-aineominaisuuksille.
Lisäksi yritykset voivat vahvistaa yhteistyötä laitevalmistajien ja tutkimuslaitosten kanssa hyödyntääkseen ulkoisia teknologisia resursseja ja optimoidakseen prosesseja. He voivat esimerkiksi tehdä yhteistyötä yliopistojen kanssa hehkutusprosessin simulaatiotutkimuksen tekemiseksi ja parametrien optimoimiseksi simulaatioanalyysin avulla; he voivat myös työskennellä laitevalmistajien kanssa räätälöidäkseen ja optimoidakseen laitteiden toimintoja tuotteidensa ominaisuuksien perusteella, mikä parantaa prosessien mukautumiskykyä.
Vaikka molempiin prosesseihin sisältyy hehkutus, ne johtavat hyvin erilaisiin tuotteiden kilpailukykyyn. Tämä näennäisesti vähäinen yksityiskohta heijastaa ydinlogiikkaa Kiinan kupariputkiteollisuuden muutoksen takana "mittakaavalaajennuksesta" "laadun parantamiseen" - kilpailu huippuluokan valmistuksessa on usein näennäisen merkityksettömissä prosessin yksityiskohdissa. Prosessit, kuten hehkutus, peittaus ja kiillotus, jotka näyttävät perustavanlaatuisilta, ovat juuri avaintekijöitä, jotka rajoittavat tuotteen suorituskyvyn vakautta ja piilotettuja vipuja, joiden avulla yritykset voivat murtautua huippuluokan esteiden läpi.
Kiinalaisille kupariputki manufacturers , ei tarvitse sokeasti tavoitella massiivisia teknologisia läpimurtoja. Keskittymällä yksityiskohtiin, kuten hehkutusprosessiin, ja parantamalla asteittain tuotteen suorituskyvyn yhdenmukaisuutta laitepäivitysten, standardoitujen toimintojen ja tietojen optimoinnin avulla, ne voivat varmistaa paikkansa huippuluokan markkinoilla. Vasta kun yhä useammat yritykset alkavat priorisoida prosessien yksityiskohtia, Kiinan kupariputkiteollisuus voi todella paeta huonon kilpailun ansasta, siirtyä "suurtuottajasta" "valmistusvoimalaksi" ja vakiinnuttaa jalansijaa maailmanlaajuisessa huippuluokan toimitusketjussa.

Mikä on paksuseinäinen kupariputki? Paksuseinäinen kupariputki, joka tunnetaan myös nimellä saumattoman paksuseinäinen kupariputki, on korkean suorituskyvyn metalliputki, joka on valmistettu puhtaasta kuparista tai kupariseoksesta ja ...
See Details
Kuparikapillaariputken yleiskatsaus ja merkitys Nykyaikaisissa teollisuuslaitteissa ja tarkkuudenhallintajärjestelmissä miniatyrisoinnista ja suuresta tarkkuudesta on tullut tekniikan kehityssuuntaus. Tässä suuntauksessa näennäisesti ...
See Details
Mikä on kupariputki? Materiaalikoostumuksen ja perusominaisuuksien analyysi Määritelmä kupariputki Kupariputki on putkimainen esine, joka on valmistettu kuparista ja sen seoksista, joita käytetään laajasti erilaisissa putkistoissa,...
See Details
Kuparin neliöputkien ymmärtäminen: koostumus, arvosanat ja tyypilliset sovellukset Kupari -neliöputket ovat erikoistuneita ekstruusioita, jotka yhdistävät kuparin ylemmän johtavuuden, korroosionkestävyyden ja työstettävyyden nel...
See Details![]() Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
Tangpu Industrial Zone, Shangyu District, Shaoxing City, Zhejiang Province, China
![]() +86-13567501345
+86-13567501345
© Zhejiang Jingliang Copper-Tube Products Co., Ltd Kaikki oikeudet pidätetään.
